
米兰·体育,米兰(中国)
联系人:徐意真
手机:13953450660
13791375665
厂电:0534-5773885
传真:0534-5773885
邮箱:yhzhucai@qq.com
网址:www.www.evasioncharlevoix.com
地址:山东省宁津县坡李工业园
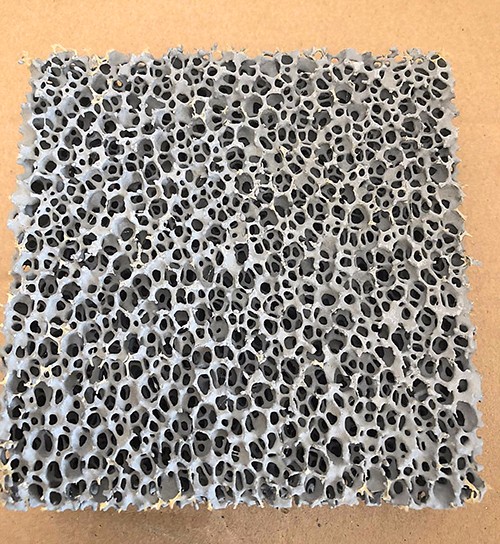
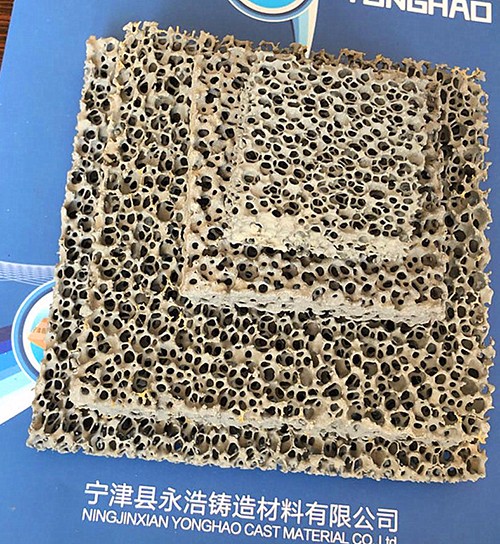
泡沫陶瓷过滤技术自20世纪70年代发展迅速,经过三十多年的快速发展,出现了碳化硅、氧化锆、氧化铝等多种产品。从原铝液到铸铁、铸铜、铸钢等应用领域进行过滤,使用碳化硅泡沫陶瓷过滤器和消失模过滤器。目前国内的碳化硅泡沫陶瓷过滤器主要应用于汽车零部件、柴油机零部件、压缩机、风电铸件、高档机床铸件等,大大提高了中国铸件的质量和竞争力,同时增加了利润。铸造企业。
(1)整改。湍流液态金属通过过滤器后将成为稳定的层流状态,避免液态金属包裹气体,减少液态金属对空腔的侵蚀,充分发挥浇注系统的挡渣功能,避免二次氧化渣的产生。
(2)机械筛选。熔融金属中含有大量的氧化物夹杂、熔渣等大杂质。通过选择合适的碳化硅泡沫陶瓷过滤器可以筛选出大量的夹杂物。
(3)蛋糕机构。碳化硅泡沫陶瓷过滤器由于具有三维结构,能有效地阻止渣机械化。许多大于过滤器孔径的杂质被困在过滤器入口。随着截留杂质数量的增加,在过滤器入口处形成由大杂质组成的“滤饼”。滤饼使流体流动更细,使小于过滤孔径的杂质部分滞留在“滤饼”上。
(4)吸附机理。碳化硅泡沫陶瓷过滤器具有较大的比表面积,有利于吸附大量细小的夹杂物。这种吸附主要是分子引力的物理吸引。
(1)过滤器应具有良好的环境温度强度,在运输和运行过程中不得起渣。
(2)具有高温强度、抗热震性和液态金属的抗侵蚀性。
(3)化学稳定性好,不与合金溶液反应。
(4)孔径合适,合金液渗透性好,非金属夹杂物过滤能力强,外观质量好:无变形,尺寸偏差小,孔径均匀,无堵塞现象。
、

(1)使用过滤器可大大减少夹杂缺陷;
(2)细化晶粒,提高铸件的力学性能;
(3)提高铸件的可加工性;
(4)提高铸件的内外质量;
(5)简化浇注系统,提高工艺出品率。
(6)降低加工津贴和维修成本。
碳化硅泡沫陶瓷过滤器的4种配置该过滤器可以放置在浇注系统的任何地方,尽可能靠近铸件,以尽量减少金属液的冲刷力。如果在模具内接种或在模具内球化,过滤器应放置在反应室后面,过滤器应尽可能靠近内流道。几种常见的放置方法。
1.种碳化硅泡沫陶瓷过滤器的选用
(1)在高温下,过滤器能承受液态金属侵蚀的时间有限。通常,每单位过滤面积的液态金属过滤量是有限的。灰铸铁每平方厘米的最大过滤速率约为4千克,球墨铸铁每平方厘米为2千克,铸钢每平方厘米为1千克。
(2)根据熔化金属的纯度和铸件的材质,有一些变化。灰口铸铁一般采用20ppi、15ppi或10ppi孔径,铸铜和球墨铸铁一般采用10ppi孔径,铸钢一般采用6ppi和10ppi孔径。
(3)过滤器越厚,强度越好。过滤深度越深,过滤效率越高。但是,过滤器的成本越高,使用成本越高,金属液通过率越低,碳化硅泡沫陶瓷过滤器的厚度为10~40 mm,大铸件一般为25~40 mm。
2.浇注系统设计
(1)通过设置浇注系统各部分的横截面积之比,保证适当的流量。浇注系统中的最小横截面积称为流量控制区,因为该区域控制液态金属的流量。为了减少过滤器对液态金属流量的影响,过滤器的流通面积应比浇注系统的流通面积大得多。

(2)过滤器不应是浇口系统的流量控制部分。因此,过滤器的推荐面积至少是铸铁的2-4倍和铸钢的4-6倍。直浇道横截面积与内浇道横截面积之和一般建议为1.0、1.1和1.2。采用敞开式浇注系统。
(3)过滤器底座设计。为了使过滤器安装方便可靠,必须将过滤器放置在一定的过滤器座上(图3)。应在铸造模具的支撑面上做嵌条,以防砂洗(粘砂)。同时,应注意上盒砂模四周应压3-5 mm的边缘。过滤器周围应有1-1.5 mm的间隙和集砂槽,以防落砂。同时,为防止关闭箱体时压坏过滤器,上表面应小于分型面0.5-1 mm,大尺寸过滤器支撑面宽度应大于10 mm。
无论过滤器放置在浇注系统的何处,都会受到液态金属的流动冲击和液态金属的静压。
(1)浇口杯内的主要冲击力为液态金属。
(2)在浇口下端承受最大冲击力和静水压力。
(3)对转轮施加较小的冲击力和较大的静压。
(4)内转轮受到的冲击力最小,静压力较大。
目前,制造过滤器用耐火骨料的熔点远高于液态金属的熔点。但是,由于选择和设计不当,过滤器可能会损坏。主要有两个原因:

(1)由于过滤器耐火性不足,在高温液态金属作用下软化,强度急剧下降。如果冲击力超过其上限,过滤器将部分损坏。
(2)过滤器抗热震性差,在淬火和加热过程中导致过滤器开裂和破裂。如果碎屑进入铸件,铸件可能会报废,如何合理、安全、有效地使用过滤器是非常重要的。
(1)根据具体的铸造工艺,应选择过滤器的类型和规格,设计尺寸应尽可能低至过滤器上限以下。过滤器应分散在内流道中,以确保通过每个过滤器的铁水不超过标准。
(2)避免铁水浓度通过过滤器的一部分,充分利用整个过滤器的流量;当过滤器只能放在浇口杯或转轮的下端时,过滤器可以倾斜在陶瓷座上,以减小铁水的冲击力;
(3)尽量选用大孔径滤光片,以免缩短浇注时间。
(4)大型铸件,特别是风力发电部件,超过极限时,也可采取以下安全措施。碳化硅泡沫陶瓷过滤器底部应采用陶瓷孔支撑。尽可能连续放置不超过3件。如果合适,建议预热过滤器达到100度。
(5)过滤器的初次使用或工艺变更必须经过生产验证,确认铸件符合质量要求,过滤器在正式批量生产前没有损坏。
 |
| 扫一扫 |


 鲁公网安备 37142202000264号
鲁公网安备 37142202000264号